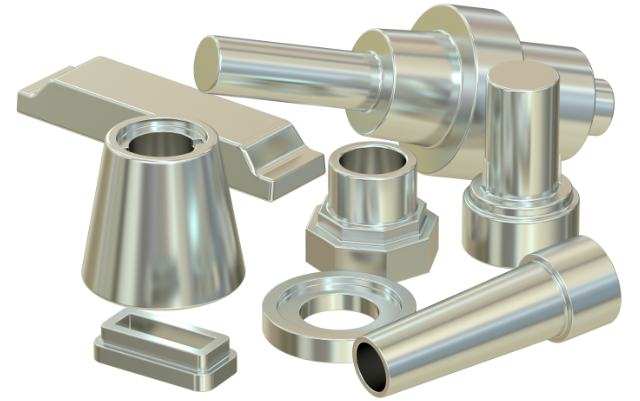
材質 C3771
用途 住宅設備・ガス水道業界
鍛造+鋳肌酸洗い+バフ研磨

材質 C3771
用途 住宅設備・ガス水道業界
鍛造+表面処理+NC旋盤加工
(サンドブラスト)

材質 C3771
用途 住宅設備・ガス水道業界
鍛造+表面処理+NC旋盤加工
(サンドブラスト)

材質:C3771
用途:空調業界・ボイラー業界・住宅設備他
鍛造+切削
※弊社在庫品は下記になります。
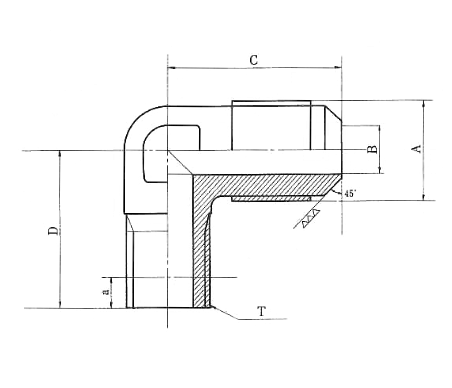
| 呼び名 | A(UNF) | Bφ (0/-0.15) |
C | D | T(PT) |
|---|---|---|---|---|---|
| AFL-H1/4×1/8 | 7/16-20 | 4.8 | 20 | 20 | 1/8 |
| AFL-H1/4×1/4 | 7/16-20 | 4.8 | 20 | 22 | 1/4 |
| AFL-H3/8×3/8 | 5/8-18 | 7 | 28 | 28 | 3/8 |
| AFL-H3/8×1/4 | 5/8-18 | 7 | 28 | 28 | 1/4 |
| AFL-H1/2×3/8 | 3/4-16 | 10 | 33 | 33 | 3/8 |
| AFL-H3/8×1/4短 | 5/8-18 | 7 | 24 | 24 | 1/4 |
| AFL-H1/2×1/4 | 3/4-16 | 8 | 32 | 32 | 1/4 |
| AFL-H5/8×3/4 | 7/8-14 | 12.5 | 44 | 44 | 3/4 |
| 呼び名 | A(UNS) | Bφ (0/-0.15) |
C | D | T(PT) |
| AFL-H3/4×1/2 | 1 /16-14 | 14 | 44 | 44 | 1/2 |
| AFL-H3/4×3/4 | 1 /16-14 | 16 | 44 | 44 | 3/4 |
熱間鍛造
熱間鍛造とは、素材を高温に加熱して柔らかい状態で加工・成形をする加工方法です。
再結晶温度以上の高温となり鍛流線が整うため、粘り強く高強度の製品に向いています。
冷間鍛造
冷間鍛造とは、常温の素材を熱を加えずに圧力をかけて加工・成形をする加工方法です。
仕上がった製品の寸法精度は熱間鍛造より優れており、表面はなめらかに仕上がります。
成型圧力が高いことから金型の破損・摩耗といったトラブルが発生しやすいです。
温間鍛造
温間鍛造とは、熱間鍛造と冷間鍛造の中間となる再結晶温度以下の温度域で鍛造をする加工方法です。
熱間鍛造では難しい寸法精度が必要な形状の成型や、冷間鍛造では難しい複雑な形状の成型ができることが特徴です。
溶湯鍛造
溶湯鍛造とは、鍛造と鋳造の加工を融合させた加工方法です。
金型内に溶融または半溶融状態の材料を投入し半凝固状態で加圧をおこない成形をします。
鋳造で起こりがちな鋳巣の発生が起きにくい。
鍛造加工のメリット・デメリット
メリット
・複数の部品をカシメや溶接で接合をしている場合と比較し、鍛造加工製品は接合部がないために強度・耐久性が高くなる。
・複数の部品をカシメや溶接で接合をしている場合と比較し、一体化の成型をすることでコストダウンが可能。
・切削をしていた形状も鍛造で形状を作り上げることで工程の削減に繋がりコスト削減となる。
デメリット
・鍛造を行うには専用金型が必要となり、製品とは別に金型費用が発生する。
・小ロットではトータルコストに占める金型費の割合が高いため、コストダウンにつながらない場合がある。
鍛造・異形材の切削加工
棒材(バー材)からの削り出し加工とは異なり、鍛造品・異形材・MIM製品といった二次加工・追加工の切削において様々な形状があるため、チャッキングをする箇所が重要ポイントとなり、製品のどこをどのように掴むかで効率や工程に大きな影響を与えます。
二次加工・追加工は軽度の切削で済むことが多く、多軸自動旋盤機との相性も良いため、コスト削減になる場合もあります。